

What is Anodizing?
Anodizing (a.k.a. anodising) is process that creates an outside skin or layer of protection on aluminum metals (and certain other metals). Anodizing increases wear resistance and can be done with dye to color the parts.
Anodizing is not an added layer – like painting – but rather a chemical process that changes the outer layer of the base material. It penetrates the aluminum as well as builds up on the surface. It adds some thickness to the part. The thickness stated in this document includes the added buildup and as well as the penetration. The anodizing thickness is predictable and – for well designed parts – consistent.
Anodizing acts as an electrical insulator, preventing current flow across the coated area.
What is Anodizing good for?
Good things:
- An anodized finish is a corrosion and stain resistant finish.
- It is harder than a powder coated finish.
- Anodizing forms an excellent base for most types of paint systems, adhesives and dry film lubricants.
- Anodized parts have a longer life than powder-coated parts.
- Anodized aluminum is typically used in high traffic areas and in applications that get a lot of continuous wear and tear.
- Anodized parts are corrosion-resistant, they can withstand a 5% salt spray test exposed for hundreds of hours.
- Anodizing gives a more consistent finish thickness, unlike other types of electroplating or powder coating.
Not so good things:
- Anodizing is vulnerable to chemical attack, so the parts need to be protected from acids, cement, lime, etc. by sealing.
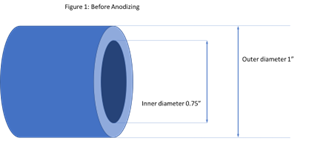
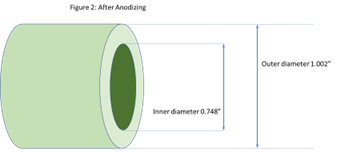
- It adds a small (but predictable) layer onto the part, which must be taken into consideration when fitting parts together, using screws, etc. See figures 1 and 2 below. Examples illustrate a thickness of 0.002”.
- Anodizing coatings may develop voids at sharp corners and edges.
What types of Anodizing are there?
According to the anodizing standard (MIL-A-8625) and popular usage, there are three different types of anodizing:
Type I: Uses chromic acid to produce a very thin oxide layer.
Type II: Uses sulfuric acid to produce a thicker oxide layer that’s suitable for dying.
Type III: Same process as Type II but produces an even thicker oxide layer. This is often called “hardcoat” or “hard anodizing.”
Within these, there are two classes — Class 1 (clear, or non-dyed anodizing) and Class 2 (dyed anodizing).
Type I
Chromic Acid Anodizing. It creates a thin, corrosion-resistant coating. It is less corrosive than Type II and therefore safer to use on detailed components that might suffer if the acid in the bath gets trapped in a seam, curlicue or weld and compromise the integrity of the finished product. Type I appears gray in color, even if you dye it. And, since it is very thin, it absorbs less dye. It results in a softer, less porous surface than types II and III.
However it uses an environmentally unfriendly bath (with attendant air- and water-quality mitigation and higher prices), and its use is phasing out.
Type II
Sulfuric anodizing – the most popular type. It nicely takes color dyes. This is the most cost-effective anodizing option; ideal for non-cosmetic, functional parts. This is used in everything from personal electronics to military gear to architectural materials to spotting scopes. Because it’s easier to treat environmentally, it is less costly than type I.
Type III
Also called Hardcoat. It’s the thickest anodizing process and provides a very hard ceramic type coating suitable for parts that see a lot of heavy-duty wear and tear. The coating is actually harder than tool steel! It is used in valves, pistons, sliding parts, hinge mechanisms, cams, gears, swivel joints, rocket nozzles, etc. It provides the best electrical insulation vs. the other types of anodizing.
It’s the same process as type II but done at a higher voltage in a lower bath temperature to help achieve “more” anodizing before the process stops (anodizing is self-limiting, the more a part is anodized the less conductive it is, stopping the anodizing process).
Anodizing Classes
Class 1 is clear; class 2 is dyed. Class doesn’t really affect the thickness.
Class 1 – clear (undyed)
- Clear type I and II anodizing are fairly clear, the process may slightly affect the finished color.
- Clear type III is not clear! It will vary from light tan to black depending on the material and thickness.
Class 2 – colored (dyed)
- Standard colors are black, tan, red and OD (olive drab) green.
- Custom colors are available, contact us for a quote.
What materials can be Anodized?
HeyScottie only offers aluminum anodizing (5000, 6000, and 7000 series), for parts up to 6 ft x 2 ft x 3 ft.
Parts need to be clean! Anodizing doesn’t work on surfaces with paint chips, residual oil, older surface treatments, etc.
Holes need special considerations. All holes, both tapped and not tapped, over ¼” diameter should be anodized. Since anodizing changes the dimensions of a part, if your parts have precisely drilled holes, you might want to use slightly oversized taps for parts that need anodizing. Or they will need to be masked (see Cost Drivers, below).
What can’t be Anodized?
Aluminum only!
With HeyScottie, only send in aluminum parts to be anodized. Assemblies which contain non-aluminum parts such as steel, brass or organic substances (e.g., no steel stand-offs, no brass threaded inserts, etc) will not be anodized. They can be affected by the pretreatment or anodizing solutions and they could mess with the formation of the coating.
Clean parts only!
Make sure your parts are clean! Surface oils may or may not come off in the first anodizing stage.
Fresh parts only!
Don’t send in parts that have been previously anodized. Anodizing doesn’t work well on cast aluminum or on painted parts, it needs additional preprocessing. If you have those needs, contact HeyScottie – we can talk options.
No sharp corners or small radii!
Anodized coatings may develop voids at sharp corners and edges. All edges and inside corners should be radiused prior to anodizing. Avoid sharp edges or chamfers; these can lead to cracking.
No tight fits!
Parts with very tight tolerances for a good mating with other parts need a trial anodizing dunk – or the whole batch might not come together. Areas of parts that need a close contact with other parts can be left uncoated to achieve a precise fit by masking the mating surface, but custom masking needs a more detailed drawing. Call HeyScottie to discuss!
Cost Drivers for Anodizing
Anodizing Types and Cost
Type I is more expensive than type II – mostly because of environmental considerations. Type III is typically the most expensive because it uses the most anodizing material.
Anodizing Classes and Cost
Color (class 1) is cheaper than colored anodizing (class 2). Standard colors are black, tan, red and OD (olive drab) green. Custom colors are available but entail longer lead times, higher cost and usually a higher minimum quantity. Call if you need something special!
Dimensions
After type and class, then next more important cost driver is the size of the part needing anodizing. Surface area determines the force of current that must be applied to the anodizing solution as well as the total amount of material that gets deposited on the part itself.
Masking and plugging
Anodizing changes the original dimensions of a part. If your parts have precisely drilled holes, you do not want mess with their dimensions. So, anodizers do hole-masking: plugging screw holes with consumable caps or plugs. It is a time- and labor-consuming process.

Masking (using masking tape – get it?) can also maintain a portion of the part’s conductivity. Uncoated aluminum is a good conductor of electricity, so when you mask an area, you allow the aluminum’s inherent conductive properties to remain intact.
Racking
This is the wild card. Racking (also called jigging) is the way that parts to be anodized are positioned on a fixture to be dunked into the anodizing tank. The racks need to be securely held by the equipment that sloshes them around. All anodizing companies have tons of different racks for myriad configurations of parts.
But the cost comes in because each part must be secured to the rack manually. This is a manual, time-consuming, skills-based process. If your parts have hang holes, this will ease the racking. If your parts are large and unwieldy, it will take a lot more time to rack them.
How to Request an Anodizing Quote
What to specify
HeyScottie needs the following info to give you a quote:
We need your contact information. Please double check that this is correct. This will be our primary means of communication. We do not need your phone number, but it will make communication easier if you share. It will only be used as a last resort for time-sensitive requests.
Specify whether you need Type II or Type III. Type II is used for normal applications, Type III is used for more rugged applications. Type III is also called Hardcoat.
We need the following to get you an automatic quote:
- CAD drawing
- Anodizing type: II or III
- Type II comes in clear, black, blue, red, orange and green.
- Type III comes in clear or black.
We price our services by the number of holes needing masking. We define a hole as being less than or equal to 1” deep and 0.062” diameter. Anything larger requires a manual quote, please use the contact us for your request.
We will need your CAD file. HeyScottie values your privacy and data security! As always, you own your data, and HeyScottie only uses it to view, estimate and process buyer-specific projects. Buyer data is not shared outside of HeyScottie’s services. The servers and network where data is stored are isolated by a firewall and only one person has access to it. HeyScottie conducts regular security scans to look for vulnerabilities. Data is encrypted on the server and in transit.
Projects that are fulfilled by HeyScottie’s Manufacturing Partner’s are given unique internal ID’s, which anonymize the buyer. Manufacturing Partners are held under HeyScottie’s NDA agreement, and conform to HeyScottie’s non-disclosure and service agreements.
If you would you like to execute an NDA with us, please can use HeyScottie’s Mutual NDA here or send your own to privacy@heyscottie.com.
When you submit, you will next be taken to a form to confirm your order: part, quantity, service, your contact details, and your shipping address. If that looks good, you will be asked to confirm your free shipping. Once confirmed, you will be asked to enter your billing information. You will also have the opportunity to confirm the order one last time before submitting.)
Holes
Specify the number of holes to be masked. Each hole will require labor and material (consumables) to plug or mask.
How much does Anodizing cost?
It’s a batch process business, with significant setup work (racking, masking). Minimum charges range from $150 to $225. Price per piece range from $0.01 for screws and washers, to $1500+ for a car bumper.
Why HeyScottie?
HeyScottie has a network of over 50 happy-to-help anodizing partners around the country to help with anodizing. We’ve made it easy to get a quick quote and get your parts anodized right and on time. Request a quote today and see how easy it is to do business with HeyScottie.